注塑制品常見缺陷及處理圖文大全
注塑成型是生產塑料制品的主要方法,但在生產過程中,由于材料、工藝、模具或設備等因素,制品常會出現各種缺陷。了解這些缺陷的成因并掌握相應的解決方法,對于提升產品質量和生產效率至關重要。本文將系統(tǒng)性地介紹注塑制品常見的缺陷、其產生原因及處理對策,并輔以簡要的圖文說明,旨在為從業(yè)者提供一份實用的參考資料。
一、缺料/充填不足
圖文示意:制品不完整,局部或整體未充滿,形狀不飽滿。
主要原因:
1. 進料不足或料溫、模溫過低。
2. 注射壓力、速度不足。
3. 流道或澆口尺寸過小,排氣不良。
4. 型腔內有殘留氣體阻礙充填。
處理對策:
1. 檢查并增加加料量,適當提高料筒和模具溫度。
2. 提高注射壓力和注射速度。
3. 擴大澆口和流道尺寸,優(yōu)化排氣系統(tǒng)(如增設排氣槽)。
4. 確保螺桿行程和保壓時間充足。
二、飛邊/毛邊
圖文示意:制品分型面或模具配合處溢出多余的薄片狀膠料。
主要原因:
1. 鎖模力不足。
2. 模具分型面貼合不嚴、磨損或異物殘留。
3. 注射壓力過高或料溫過高導致熔體粘度下降。
4. 機臺模板平行度超差。
處理對策:
1. 檢查并提高鎖模力,更換更大噸位注塑機。
2. 檢修模具,清理分型面,修復磨損部位。
3. 適當降低注射壓力和料筒溫度。
4. 調整機臺模板平行度。
三、縮水/凹陷
圖文示意:制品表面局部下陷,通常發(fā)生在肉厚區(qū)域或筋位背面。
主要原因:
1. 保壓壓力不足或保壓時間過短。
2. 冷卻不均勻或冷卻時間不足。
3. 制品設計不當,局部壁厚過大。
4. 料溫過高,收縮率增大。
處理對策:
1. 增加保壓壓力和保壓時間。
2. 優(yōu)化冷卻系統(tǒng)(如調整水路),延長冷卻時間。
3. 優(yōu)化產品設計,使壁厚盡可能均勻。
4. 適當降低料溫,選擇收縮率較小的材料。
四、熔接痕
圖文示意:制品表面出現的線狀痕跡,是多股熔融料流匯合時未能完全融合所致。
主要原因:
1. 料溫或模溫過低。
2. 注射速度過慢。
3. 澆口位置或數量設計不當,導致熔體分流過多。
4. 原料中含有過多脫模劑或水分。
處理對策:
1. 提高料筒溫度和模具溫度。
2. 提高注射速度。
3. 優(yōu)化澆口設計,改變料流匯合位置(如設置熔接痕于非外觀面)。
4. 選用合適原料,充分干燥,減少脫模劑用量。
五、氣泡/氣孔
圖文示意:制品內部或表面出現的空洞,有真空氣泡和氣體氣泡之分。
主要原因:
1. 真空氣泡(縮孔):冷卻收縮時內部補料不足,多與縮水原因類似。
2. 氣體氣泡:原料含水分或揮發(fā)物;注射速度過快卷入空氣;排氣不良。
處理對策:
1. 針對縮孔,參考“縮水”對策,加強保壓和冷卻。
2. 充分干燥原料(如使用除濕干燥機)。
3. 適當降低注射速度,尤其在充填初期。
4. 改善模具排氣(排氣槽深度通常為0.02-0.03mm)。
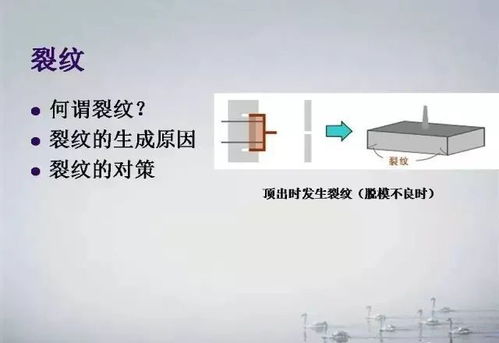
六、翹曲變形
圖文示意:制品脫離模具后發(fā)生的形狀扭曲,不平直。
主要原因:
1. 冷卻不均勻,收縮不一致。
2. 制品結構設計不對稱,壁厚差異大。
3. 頂出系統(tǒng)設計不合理,頂出力不均或過早頂出。
4. 成型工藝參數(如壓力、溫度)設置不當。
處理對策:
1. 優(yōu)化冷卻水路布局,使制品各部位均勻冷卻。
2. 優(yōu)化產品設計,保持壁厚均勻,增加加強筋。
3. 調整頂出系統(tǒng),使頂出平衡、順暢。
4. 調整工藝,如降低模溫、延長冷卻時間、使用定型夾具。
七、黑點/燒焦
圖文示意:制品表面出現黑色或褐色斑點或條紋。
主要原因:
1. 料筒或噴嘴中有殘留料,因過熱分解碳化。
2. 注射速度過快,困氣導致局部高溫燒焦。
3. 模具排氣極度不良。
4. 原料被污染或熱穩(wěn)定性差。
處理對策:
1. 徹底清洗料筒和螺桿,檢查有無死角。
2. 適當降低注射速度,尤其是最后一段速度。
3. 大幅改善模具排氣。
4. 檢查原料清潔度,選用熱穩(wěn)定性更好的材料。
八、表面光潔度問題(銀紋、噴射紋等)
- 銀紋(料花):圖文示意為絲狀銀色條紋。主因是原料含水分或揮發(fā)物,需充分干燥、降低料溫、提高背壓。
- 噴射紋:圖文示意為蛇形蜿蜒紋路。主因是熔體通過小澆口時高速噴射進入型腔。需提高模溫、改用扇形或搭接澆口、采用慢-快-慢的多段注射控制。
總結與學習建議
注塑缺陷的解決是一個系統(tǒng)性工程,往往需要從 “人、機、料、法、環(huán)、模” 多個維度綜合分析。
- 系統(tǒng)分析:遇到問題時,應依次排查原料干燥、工藝參數設置、模具狀態(tài)和設備狀況。
- 圖文記錄:建立缺陷樣板庫,拍照記錄每種缺陷的現象、原因和解決措施,便于快速診斷。
- 優(yōu)先預防:優(yōu)秀的產品和模具設計是預防缺陷的基礎。在設計和試模階段就應考慮潛在的成型問題。
- 參數優(yōu)化:熟練掌握注塑機的多段注射、多段保壓等高級功能,通過精細化調整工藝來克服缺陷。
通過持續(xù)學習、積累經驗和系統(tǒng)分析,注塑從業(yè)人員可以顯著提升解決質量問題的能力,從而生產出更優(yōu)質、更穩(wěn)定的塑料制品。
如若轉載,請注明出處:http://m.zgqlt.cn/product/3.html
更新時間:2026-06-02 10:34:04